Search This Supplers Products:Magnetic materials, magnetic equipment and devicesAuto Partstelecom devicesElectronicselectricalsmetals
Application of Nanocrystalline Magnetic Rings in Bearing Corrosion Problems of 800V High-voltage Pla
Yunlu New Energy Technology: Application of
Nanocrystalline Magnetic Rings in Bearing Corrosion Problems of 800V
High-voltage Platforms
Source from Gasgoo
In 2021, the industry began to raise the
issue of electric corrosion of electric drive bearings. With the trend of 800V
electric drive systems, this issue has become the industry’s focus.
What are the causes of bearing
electrical corrosion? On the 400V platform, it is mainly due to magnetic
imbalance and asymmetry. The bearing cuts the magnetic induction lines during
rotation to generate shaft voltage, and electrostatic induction generates shaft
voltage. The 800VSiC high-voltage platform will instantly generate higher du/dt
and di/dt when switching quickly, and a common-mode voltage will be generated
during the propagation process; when the motor speed is low or the bearing
temperature is high during long-term operation, the bearing lubrication and
Insufficient or reduced insulation performance will break down the bearing oil
film, destroy its insulation, and cause pitting corrosion in the bearing.
Regarding solutions to bearing
electrical corrosion, on December 14, 2023, at the 4th Automotive Electric
Drive and Key Technology Conference, Zhang Ge, R&D General Manager of
Qingdao Yunlu New Energy Technology Co., Ltd. proposed: Reduce or eliminate
bearing electrical corrosion The main method is to insulate the bearing,
rotating shaft or bearing chamber, guide the shaft current to the motor shell
in a directional manner and suppress the increase of the shaft voltage. The
main methods are "attenuation", "drainage" and
"blocking".
Zhang Ge said that the nanocrystal
magnetic ring uses the attenuation principle to consume the harmonics on the
three-phase side to reduce the shaft voltage. At the same time, Zhang Ge
systematically elaborated on the nanocrystal characteristics requirements,
shape selection, core loss calculation, production requirements, magnetic core
fixation methods, and magnetic ring reliability evaluation of the nanocrystal
magnetic ring.
The following is the summary of the speech:
Analysis on the Causes of Bearing Electrical
Corrosion
There are several solutions available
To reduce or eliminate bearing
electrical corrosion, the main means are to insulate the bearing, rotary pump
or bearing chamber, guide the shaft current to the motor shell and suppress the
increase of shaft voltage. The main methods are as follows: blocking, diversion
and reduction. Barrier methods avoid current cross-talk by insulating bearings
and related components, which can be achieved by making ceramic bearings or
adding coatings to the bearings. The grooming method uses carbon brushes or
grounding rings to release the voltage in the bearing through grounding.
Finally, the reduction method uses a filter magnetic ring to eliminate
harmonics, thereby reducing the bearing voltage.
|
serial number |
Way |
means |
|
1 |
Blocking |
Insulated rotating shaft, insulated
bearing chamber, insulated bearings (insulating coating, ceramic bearings) |
|
2 |
Drainage |
Grounding brush, grounding ring,
conductive bearing (conductive grease, conductive seal) |
|
3 |
Attenuation |
Magnetic ring (nanocrystalline) |
Each individual solution has its pros
and cons, and there are limitations to relying on any one method alone to solve
the problem of bearing corrosion. A more reliable and effective solution is to
use a combination of "reduction", "diversion" and
"blocking".
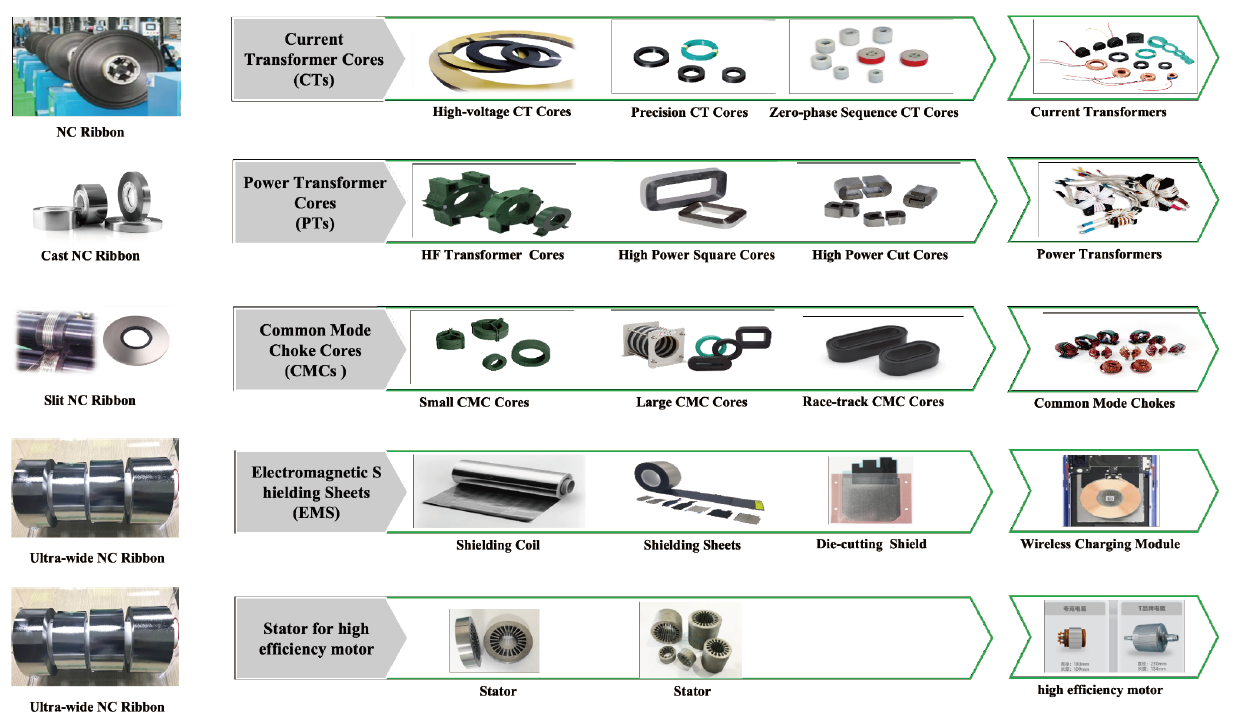
Applications of Nanocrystalline Magnetic
Rings
The nanocrystal magnetic ring is used to
consume most of the harmonics on the three-phase side to reduce the shaft
voltage. Why are nanocrystals used on the three-phase AC side?
1) The magnetic permeability of
nanocrystals is generally higher than that of ferrite in a wide frequency
range, and they have higher impedance under the same volume. 2) The saturation
magnetic density of nanocrystals is higher than that of ferrite. Choosing the
appropriate magnetic permeability can achieve stronger bias resistance; 3) The
Curie temperature of nanocrystals is 560°C, which is much higher than the Curie
temperature of ferrite. On the DC side, we usually do not consider the
temperature factor because its temperature rise is low. However, on the
three-phase AC side, due to the influence of harmonics, the core heats up
seriously. To reduce the volume of the magnetic ring, we want the temperature
rise to be as high as possible. The current temperature resistance point of
nanocrystals is about 560°C, while the temperature resistance of ferrite is
usually 150°C or lower.
However, considering that the
temperature resistance of the plastic containing the nanocrystalline magnetic
core is limited to below 180°C, the main bottleneck we face is not the magnetic
ring itself, but the temperature resistance of the plastic. Major manufacturers
are working hard to increase the maximum temperature of three-phase magnetic
rings to about 180°C to reduce product volume.
Next, let’s discuss the characteristic
requirements of nanocrystals. The harmonics on the three-phase AC side are very
large, causing the magnetic core to easily saturate. This requires nanocrystals
to have certain anti-saturation capabilities and broadband characteristics. In
addition, the thinner the strip, the better the high-frequency properties of
the nanocrystals and the lower the losses. At present, the 14um ultra-thin
nanocrystalline magnetic core reaches higher impedance at 500kHz and 30MHz, and
is more suitable for applications on the three-phase AC side.
The anti-saturation capability of the
magnetic core can be improved by reducing the magnetic permeability, which can
be achieved by adjusting the composition of the strip and the heat treatment
process. At present, the commonly used magnetic permeability of three-phase
magnetic rings is about 60,000-80,000, but when the shaft current is too large,
the core temperature will rise, which may cause the plastic shell to burn and
melt. Therefore, it is necessary to improve the anti-saturation capability of
the magnetic core and reduce the magnetic permeability. Yunlu has been able to
reduce the magnetic permeability to less than 10,000 and is researching
low-cost mass-production technology.
Regarding the 14 micron ultra-thin tape
and 18 micron conventional tape, the thinner the tape, the better the
high-frequency impedance characteristics are. The development of 14-micron
strips originally originated from the heavy ion accelerator project built by
the country in Huizhou, Guangzhou, which has very high requirements for
high-frequency impedance. In the field of new energy vehicles, we also found
the need to develop in the direction of high-frequency impedance, so we applied
this technology to the electric drive three-phase magnetic ring. Test results
show that under the same size, the impedance of 14-micron tape can be increased
by 30% compared with 18-micron tape, and the volume can be reduced by 20%-30%
under the same performance.
Regarding the shape of nanocrystals.
Nanocrystals are wound from ribbons and are therefore sensitive to stress. To
maintain stable performance, stress needs to be minimized during the
manufacturing process.
Currently, the ring shape is the least
stressed during the manufacturing process, followed by the racetrack shape, and
finally the rectangular shape. In the case of the same volume, length, and
cross-section, the difference between the three shapes of magnetic rings is
about 5%. However, despite its superior performance, the ring is not commonly
used in the industry due to its insufficient space utilization. The runway
shape is widely used due to its better performance in small spaces.
In addition to shape, the length of the
magnetic ring is also a key factor affecting performance. In the case of the
same volume, the shorter the magnetic circuit length, the smaller the overall
impedance, and the higher the performance. To achieve this goal, we design the
magnetic circuit length of the product to be as short as possible.
Among the above factors, the temperature
rise problem is still the main factor limiting the performance of the magnetic
ring. To solve this problem, we consider using simulation technology to predict
temperature rise. Currently, the decomposition method is commonly used in the
industry to calculate core loss, but this method may not be accurate in complex
electric drive models.
To improve accuracy, we have launched a
project in cooperation with Tsinghua University. We plan to establish a loss
calculation model or method suitable for electric drive operating conditions
through large amounts of data collection and experiments, so that we can more
accurately predict temperature rise through simulation.
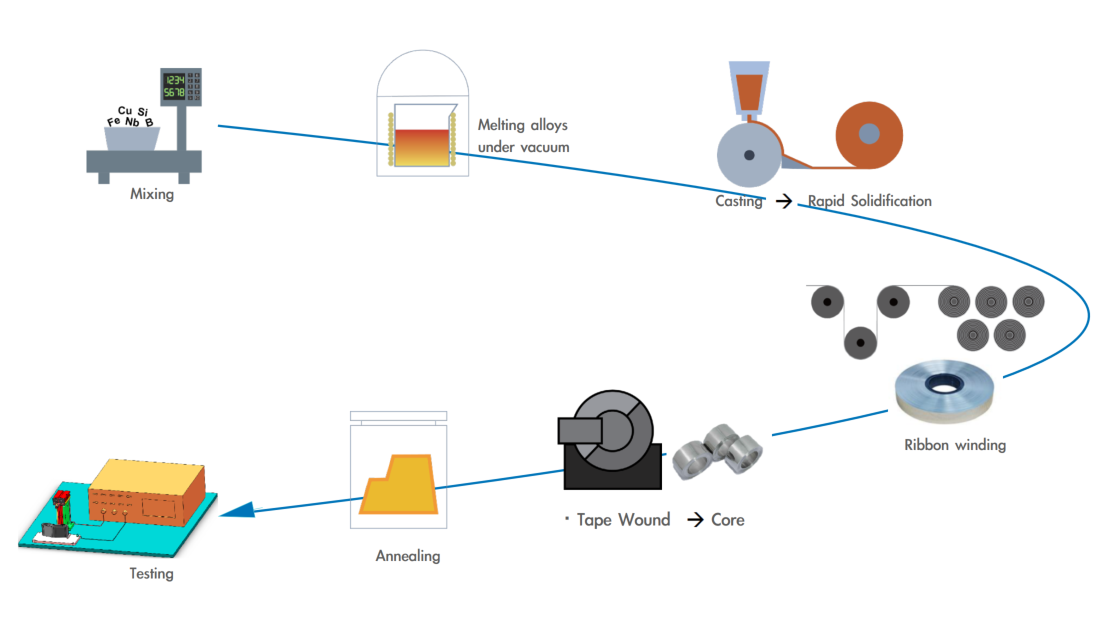
In terms of production, magnetic rings
are wound from strips. Initially, we produce the world's widest strips, which
are then cut and rolled as needed. Currently, we are studying automated
production. Since the usage in the automotive industry is relatively small, sometimes
manual production with auxiliary tooling may be more economical. In order to
ensure the performance and characteristic stability of the magnetic core, the
industry generally adopts curing method. Although curing is detrimental to core
performance, it ensures the cleanliness of the nanocrystals and the stability
of their properties.
In response to the needs of the new
energy vehicles and optical storage component industries, we have established a
3,000 square meter strip and magnetic core production line. The current market
competition is very fierce, and both cost and space are required to reach the
limit. Therefore, we have put forward higher requirements for parts and
components. We established the pilot center to meet the current market needs
and be able to quickly prototype and develop products that meet customer
requirements.
In original models, the problem of
bearing corrosion was often not considered and no corresponding space was
reserved. The initial method adopted by a certain car company was to create a
small space for connection between the motor and the electric drive. There are
currently three main fixing methods, among which the method of mounting on the
electric drive board is less used because it is not conducive to the
standardized control of the electric drive board. Since each car model and even
different platforms have different filtering requirements, the three-phase
magnetic rings are currently non-standard designs. To standardize the electric
drive board, the magnetic ring is mainly fixed between the electric drive shell
or the electric drive board and the motor.
At present, there are two main ways to
fix the magnetic core: glue fixation and potting. Relatively speaking,
dispensing is more recommended. Its process is simple, low cost, and the stress
squeeze on the nanocrystals is small, resulting in a small degree of
attenuation before and after assembly. However, in some oil mist environments,
nanocrystals need to be sealed, and potting is required. Welding is also used
in the industry, but there are risks. High vibrations and alternating hot and
cold conditions can cause welds to crack. Once cracked, causing the seal to be
broken, oil may enter the shell and mix with nanocrystalline debris, bringing
the debris into the motor environment, causing insulation problems. Considering
the oily environment, potting is the more common method.
However, a major difficulty currently
facing potting is stress, which may cause core degradation. To this end, Yunlu
has conducted a lot of research. Initially, many companies used normal pressure
potting without vacuuming, and the surface and performance tests seemed normal,
and the core performance even showed no attenuation. However during long-term
impact and high-temperature aging tests, problems began to appear. There will
be bubbles sealed under normal pressure potting. These bubbles will collide
under impact and high temperature, resulting in changes in the performance of
the magnetic core and the expansion of the plastic case.
Vacuum potting is widely used in other
industries, but in the case of nanocrystals, simple vacuum processing can cause
huge stresses on the core. If the glue flows into the middle of the magnetic
core, it will cause a huge change in its performance. After research, we
developed a stepped vacuum injection method.
To solve this problem, we started from
two aspects: one is to enhance the anti-extrusion ability of the magnetic core;
the other is to adjust the composition and process. We have passed the
reliability test on a certain car company's platform. At present, it can
complete high-temperature tests for about 1,500 hours at a high temperature of
180°C.
In addition, regarding the future
research direction of nanocrystals, we are working on improving the 100K high
magnetic permeability. Currently, there is a contradiction between the high
magnetic permeability of nanocrystalline ribbons at 100K and the low magnetic
permeability of 30K. Customers expect both to perform at a high level. However,
the current industry reaches a magnetic permeability of about 40,000 at 100K,
which is still far from the customer demand of 55,000. To this end, we have
launched relevant research projects.
High impedance and anti-saturation
capability at high frequencies are also the direction we continue to pursue. In
addition, high stress resistance is our main research goal in the future.
Currently, we are conducting relevant research and have achieved some results.
If the properties of nanocrystals can remain unchanged after being stressed, it
will greatly simplify the subsequent process. In the future, it is possible
that nanocrystals can be directly solidified and injection molded directly,
thereby saving space and simplifying the production process.